




 分享
分享



焊接法蘭鍛造工藝比傳統模鍛需要更多的設備,并且沖頭的位移特性必須與預成型件的變形致密化特性相匹配。坯料和模具之間的接觸時間應盡可能短。鍛壓機具有良好的剛性,活動橫梁和活塞必須具有良好的導向精度,以保證鍛造精度。因此,焊接法蘭鍛造通常選用機械壓力機,如曲軸壓力機或高精度摩擦壓力機。
在焊接法蘭鍛造變形的早期,由于多孔預制體易于變形且變形力小,其密度迅速增加。在鍛造的后期,由于大多數孔隙的閉合,變形阻力增加,并且消除殘余孔隙所需的變形力迅速增加。變形抗力與變形溫度密切相關。較高的變形溫度有利于致密化并降低變形阻力。更高的變形速度也有利于焊接法蘭的致密化。
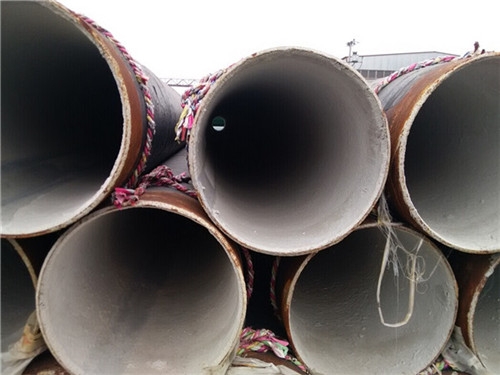
一、焊接法蘭的特點
焊接法蘭不僅節省空間和重量,而且保證接頭不泄漏,密封性能好。緊湊的法蘭尺寸減小,因為密封件的直徑減小,這將減小密封面的橫截面。其次,法蘭墊圈已被密封圈取代,以確保密封面的匹配。隨著所需壓力的降低,螺栓的尺寸和數量也相應減少,最終設計出體積小、重量輕(比傳統法蘭重量輕70% ~ 80%)的新產品。因此,對焊法蘭是一種質量較高的法蘭產品,它降低了質量和空間,在工業應用中起著重要作用。
二。焊接法蘭的技術參數:
(1)法蘭外徑:75毫米-2190毫米
(2)螺栓孔中心圓直徑:50毫米-2130毫米
(3)螺栓孔直徑:11-30毫米
(4)螺栓孔數量:4 -48個
(5)螺紋:M10-M27
(6)法蘭厚度:12毫米-58毫米
(7)管道外徑:A17。2-2032毫米)B(14-2020毫米)
(8)法蘭內徑:A(18-2036毫米)B(15-2024毫米)
(9)。法蘭的理論重量:0.36千克-234.6千克(dn1800)
(10)。材料:A105、20#、Q235、16Mn、304、304L、316、316L、321
(11)。生產標準:HG/T20592-2009、GB/T9119-2000、SH3406-1996、JB/T81-1994、DIN 2573、DIN 2576、EN1092-1
產品名稱平板焊接法蘭
使用壓力pn 0.25mpa、pn 0.6mpa、pn 1.0mpa、pn 1.6mpa、pn 2.5mpa
產品類別全平板法蘭和突出平板法蘭
制造材料304 316 304L 316L 321 2025Q23516MN等。
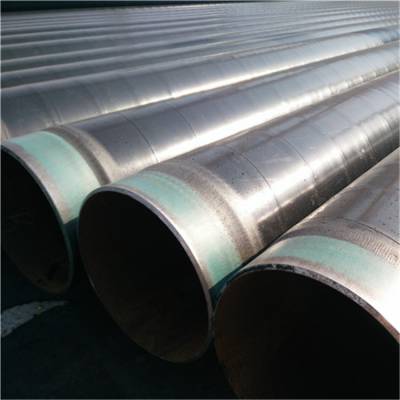
焊接法蘭
連接形式為單面焊接和雙面螺母連接。
該產品外觀美觀,表面光滑,耐酸堿,耐腐蝕,質感強。
三。焊接法蘭的鍛造方法
焊接法蘭的鍛造可分為自由鍛造、鐓粗、擠壓、模鍛、閉式模鍛和閉式鐓粗。由于閉式模鍛和閉式鐓粗沒有飛邊,材料利用率高。用一個或幾個工序完成復雜的鍛件是可能的。由于沒有飛邊,鍛件的應力區減小,所需的載荷也減小。然而,應該注意的是,空白不能被完全限制。因此,應嚴格控制毛坯的體積,控制鍛模的相對位置,測量鍛件,以減少鍛模的磨損。
根據鍛模的運動方式,鍛造可分為旋轉鍛造、旋轉鍛造、輥鍛、楔橫軋、環軋和斜軋。旋轉鍛造、旋轉鍛造和環軋也可以通過精密鍛造進行加工。為了提高材料的利用率,軋制和交叉軋制可以作為細長材料的前一道工序。與自由鍛造一樣,旋轉鍛造也是部分成形的。其優點是,即使鍛造力與鍛造尺寸相比很小,也能成形。這種鍛造方法,包括自由鍛造,在加工過程中將材料從模具表面附近擴展到自由表面,因此難以確保精度。因此,通過用計算機控制鍛模的運動方向和鍛造過程,可以以較低的鍛造力獲得復雜形狀和高精度的產品。例如,鍛造零件,例如多種和大尺寸的渦輪葉片被生產出來。
焊接法蘭
當溫度超過300-400℃(鋼的藍脆區)并達到700-800℃時,變形抗力將急劇下降,變形能將大大提高。根據在不同溫度區域進行的鍛造,并根據不同的鍛造質量和鍛造工藝要求,可將其分為冷鍛、溫鍛和熱鍛三個成形溫度區域。最初,這個溫度區域的劃分沒有嚴格的限制。一般來說,在有再結晶的溫度范圍內鍛造稱為熱鍛,在室溫下不加熱鍛造稱為冷鍛。
低溫鍛造時,鍛件的尺寸變化很小。鍛造溫度低于700℃時,氧化皮形成較少,表面無脫碳。因此,只要變形能在成形能范圍內,冷鍛就容易獲得良好的尺寸精度和表面光潔度。只要控制好溫度和潤滑冷卻,700℃以下的溫鍛就能獲得良好的精度。在熱鍛過程中,由于變形能和變形阻力小,可以鍛造出形狀復雜的大型鍛件。為了獲得高尺寸精度的鍛件,可在900-1000℃的溫度范圍內進行熱鍛。此外,應注意改善熱鍛的工作環境。鍛模的使用壽命(熱鍛2000-5000,溫鍛10000-20000,冷鍛20000-50000)比其它溫度范圍的鍛造壽命短,但自由度大,成本低。
在冷鍛過程中,坯料必須變形和加工硬化,以使鍛模承受高負荷。因此,有必要使用高強度鍛造模具和硬潤滑膜處理方法來防止磨損和粘附。此外,為了防止坯料開裂,必要時進行中間退火,以確保所需的變形能力。為了保持良好的潤滑狀態,可以對坯料進行磷化處理。當使用棒料和線材進行連續加工時,該段目前不能潤滑,正在研究磷化潤滑方法的可能性。

相關評論 共0條