



 分享
分享





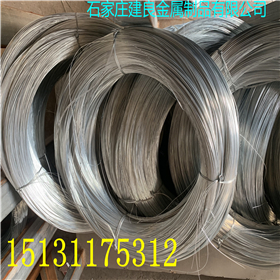
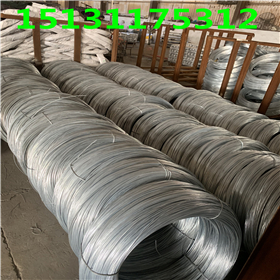
金屬材料長期存放或者使用容易銹蝕,為了延長金屬工件的使用壽命,常用的方法之一是對其表面進行鍍鋅處理。鋅層不僅可以防止金屬工件氧化,延長其使用壽命,而且還可使金屬表面美化,擴大其應用范圍。
工件鍍鋅之前先要脫脂、去雜,使得工件表面平整,無雜質,以保證工件鍍鋅后鍍層接著層牢固,光亮平整,經久耐用,因此工件鍍鋅的前處理步驟為鍍鋅的關鍵步驟之一,決定著鍍鋅工件的質量好壞。目前,工件的脫脂、去雜方法主要是通過酸洗、堿洗來實現的,這種方法雖然在一定程度上解決了該問題,但是酸洗或者堿洗的操作要求苛刻,存在如下諸多問題:
①液體的溫度、沖洗的時間不易控制,液體的溫度偏低,則脫脂、去雜效果不好,影響鍍鋅工件的鍍層質量;沖洗時間短,則脫脂、去雜效果不明顯,時間長,則工件自身也會受到酸液或者堿液的腐蝕,導致鍍鋅件的次品率提高;
②酸洗或者堿洗后還需要反復水洗去除工件表面的酸液或者堿液,這一過程不僅浪費了大量的水資源,洗液還需進行污水處理后才能達標排放,這一過程增加了生產成本,加重了環境污染,同時也使操作流程復雜;
③酸洗、堿洗或水洗等,需要設置各種設備池,占地面積大,不利于節約成本。
鐵絲網顧名思義,就是用鐵絲制成的網面,根據用戶的要求和使用范圍不同,可以是編織的,也可以是焊接的。其特點是:網孔均勻、網面平整、美觀大方;因其采用防腐處理,所以鐵絲網的壽命很長、實用性非常強
常見鍍鋅絲又分為熱鍍鋅絲和冷鍍鋅絲(電鍍鋅絲)區別為:熱鍍鋅是在加熱融化的鋅液內浸鍍,生產速度快,鍍層厚但不均勻,市場允許的最低厚度5微米,最高可200微米以上。顏色較暗,消耗鋅金屬多,與基體金屬形成滲入層,耐蝕性好,室外環境下熱鍍鋅可以保持幾十年/br> 冷鍍鋅(電鍍鋅)是在電鍍槽內經過電流單向性使鋅逐步鍍上金屬表面,出產速度慢,鍍層均勻,厚度較薄,通常只要3-15微米,外觀亮光,耐腐蝕性差,通常幾個月就會銹蝕,相對熱鍍鋅,電鍍鋅出產成本較低。從色彩辨認它們,冷鍍鋅色彩發亮發銀白色帶有黃色。熱鍍鋅發亮發白色
鋅層均勻性是鍍鋅層的一個重要質量指標,一般使用中腐蝕總是在鋅層最薄處開始并向四周擴展導致銹蝕、斷絲以致影響使用壽命。對于鍍層重量和結合,各標準都有明確規定而對均勻性卻有所不一,20世紀70年代,ISO標準和世界各國標準一般都規定用硫酸銅試驗來檢驗。

相關評論 共0條