




 分享
分享




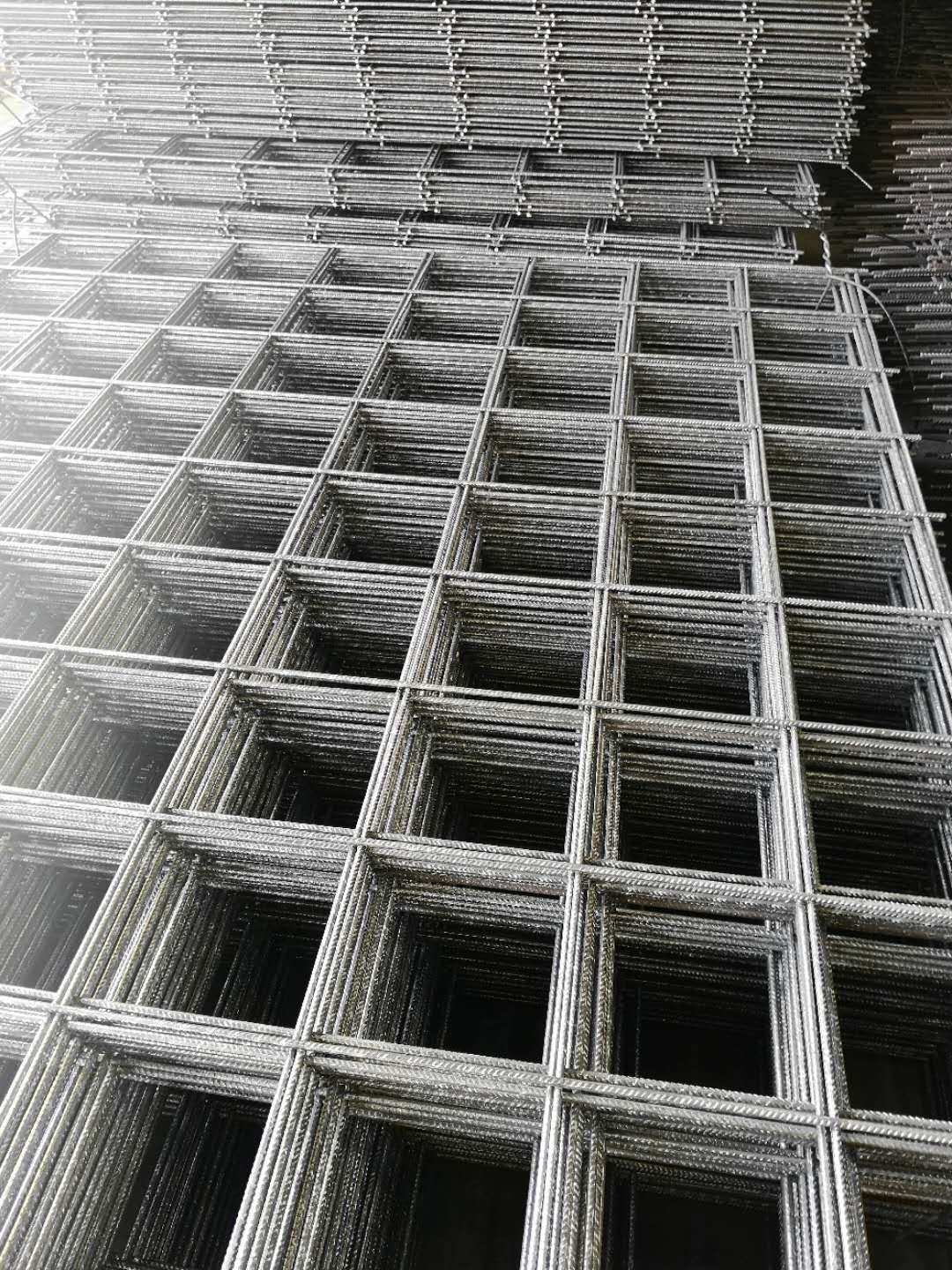
保障工程質量:鋼筋焊接網是在工廠嚴格質量控制下,由全自動、智能化生產線制造而成。網格尺寸、鋼筋規格和品質都得到嚴格控制。避免了人工綁扎網遺漏、綁扎不堅固、綁扎錯誤和偷工減料的情形發生。其網片鋼度大、彈性好、間距均勻準確、抗拉強度高。因而大大提高了工程質量。
提高抗震、抗裂性能:鋼筋焊接網的縱筋與橫筋形成網狀結構,因此與混凝土粘結錨固性好,承受的載荷能均勻擴散分布,明顯提高鋼筋混凝土結構的抗震抗裂性能。據實際測試,道路鋪設焊接網比人工綁扎網,能夠減少75%以上的裂縫發生。
節省鋼筋用量:先大量使用的盤圓鋼筋設計強度值為210N/Mx,而鋼筋焊接網的設計強度值為360N/mX,根據等強度代換原則,再考慮綜合因素,使用鋼筋焊接網可節省30%以上的鋼筋使用量。并且鋼筋網運到工地后無需再加工,因此沒有損耗。
加快施工進度:使用鋼筋焊接網,可使工程施工變得快捷。只要將鋼筋焊接網按要求鋪放好,即可澆灌混凝土,省去了鋼筋現場裁剪。膛條擺放以及綁扎等環節。可節約工時50%-70%,大大加快施工進度,縮短施工周期。
降低工程成本:雖然鋼筋焊接網單價高于散支鋼筋,但是綜合考慮材料用量、材料損耗、施工速度、施工難易程度、人工費用、現場加工費用、機械加工費用等因素,可降低鋼筋工程造價5%-10%,具有可觀的經濟效益。
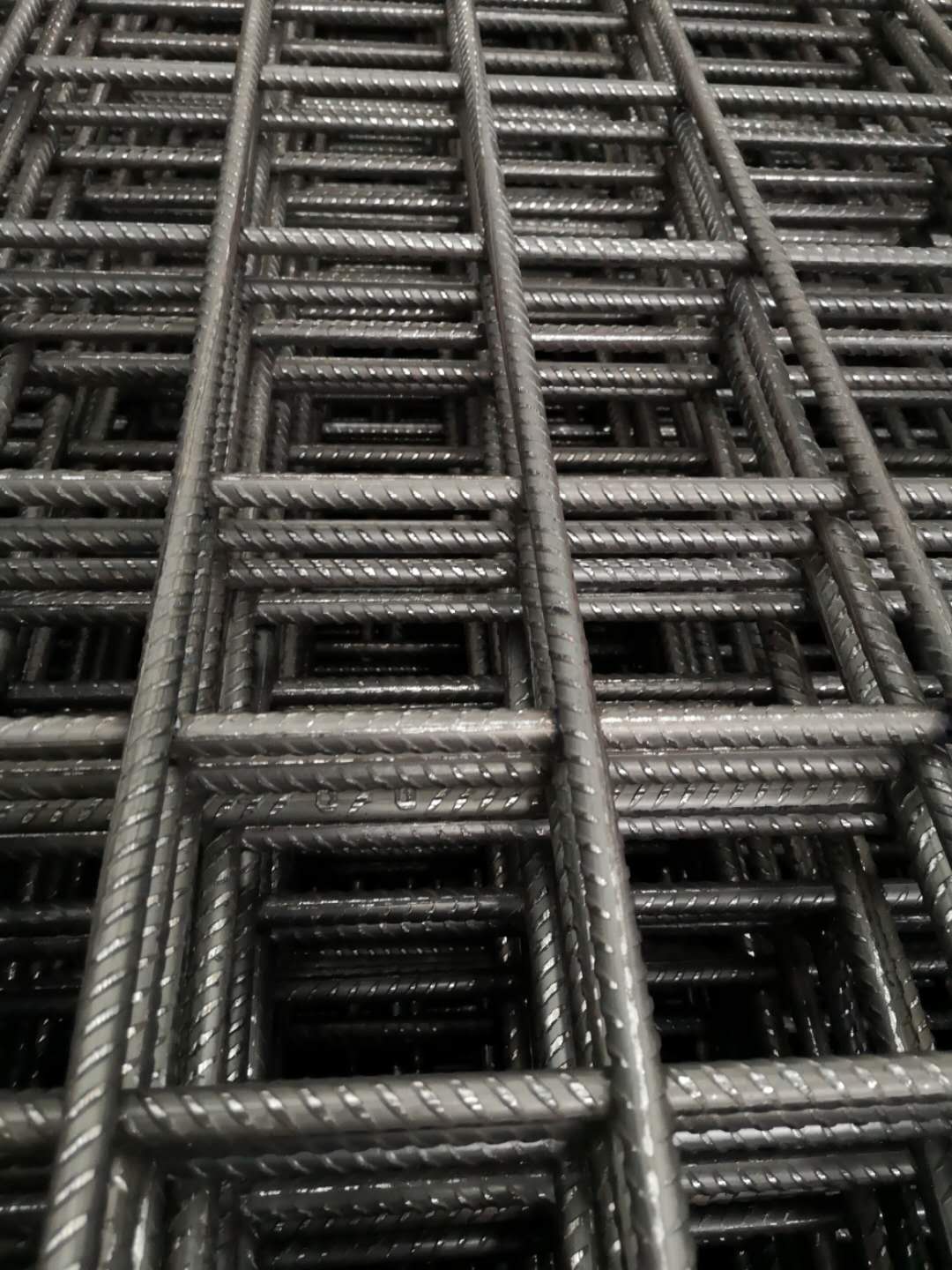
鋼筋網片采用焊接代替綁扎,可節約鋼材,改善結構受力性能,提高效益、降阺成本。
鋼筋網片常用的焊接方法有閃光對焊、電阻點焊、電弧焊、氣門焊等,其焊接的效果與鋼材的可焊性和焊接的工藝有關,能獲得良好的焊接質量的鋼材,則稱之為在這種焊接工藝條件。
鋼筋網片的可焊性與其含碳量及合金元素數量有關,含碳量增加、則可焊性降含錳量増加,也影響焊接效果而含適量的鈦,可改善焊接性能。
鋼筋網片焊接應該注意的問題有當環境溫度低于-5℃,即為鋼筋低溫焊接,這時應調整鋼筋焊接參數,使焊縫和熱影響區緩慢冷卻。每當風力超過4級時,應有擋風措施,園當環境溫度低于-20藝,不得進行焊接,鋼筋網片常用的焊接方法。
網片可分為電焊網片編織網片,建筑網片,鐵絲網片,建筑網片,鋼筋網片,鍍鋅網片和浸塑網片,焊接網片最為常用。一般網片用于建筑行業作舒樂舍板網和間隔網,墻體網,路基鋼筋網,山坡美化客土噴播必不可少的建筑鐵絲網片材料。外加熱鍍鋅可做為花架網,高鹽區海域防護網片,還可以做成貨架
鋼筋網片配料是根據結構構件配筋圖,計算各構件中鋼筋的下料長度、根數及重量,并編制鋼筋配料單,作為備料加工和結算的依據。這個過程稱為鋼筋網片的配料。
根據結構構件受力的特點,鋼筋網片往往需在中間彎曲,而在兩端彎成彎鉤。鋼筋彎曲時,外皮伸長,內皮縮短,而軸線長度不變。但是設計圖紙中所注明的尺寸為鋼筋網片外輪廓尺寸,且不包括端頭彎鉤長度,它是依據構件尺寸、保護層厚度以及規范要求等按外包尺寸進行計算的。因此,在鋼筋網片的外包尺寸和軸線尺寸之間存在一個差值,稱為量度差值。因此,鋼筋下料時,其下料長度。各段外包尺寸之和一彎曲處的量度差值+兩端彎鉤增加長度。
大體積混凝土結構整體性要求較高、通常不允許留施縫。為保證結構的整體性和混凝土澆筑的連續竹、網片應往下層混凝土初凝之前將上層混凝土澆筑完畢。因此,必被保證混凝土攪拌、運輸、澆筑、振搗各工序協調配合、應根據其結構形狀、鋼筋疏密等具體情況合理選用全面分層或分段分層或斜面分層等澆筑方案。應采取各項措施,避免因溫度應力而使混凝土產生裂縫,鐵絲網片廠家介紹鋼筋施工工藝.
混凝土澆筑完畢后、為保證水泥水化作用能正常進行,應在4~12h以內開始覆蓋保濕養護,以創造必需的濕度和溫度,使混凝土達到設計要求的強度,對混凝土進行養護可以采用自然養護和蒸汽養護的方法。自然養護就是在混凝土澆筑后用適當的材料覆蓋、并經常澆水濕潤,鐵絲網片廠家介紹鋼筋施工工藝.

相關評論 共0條