



 分享
分享


了減少材料、減輕重量,應選擇較小尺寸。而為了減小箱體的傳聲作用,降低噪聲,則應適當增加箱壁厚度,以增加
阻尼系數。為此,選取壁厚為14mm。由于箱體軸承孔的影響,將使扭轉剛度下降,彎曲剛度也將下降。為了使其有足夠的剛度,凸臺厚度為16mm。箱體在床身上的安裝方式,采用固定式安裝。用箱體底部平面與底部突起的兩個小垂直面定位,并用螺釘和壓板固定。
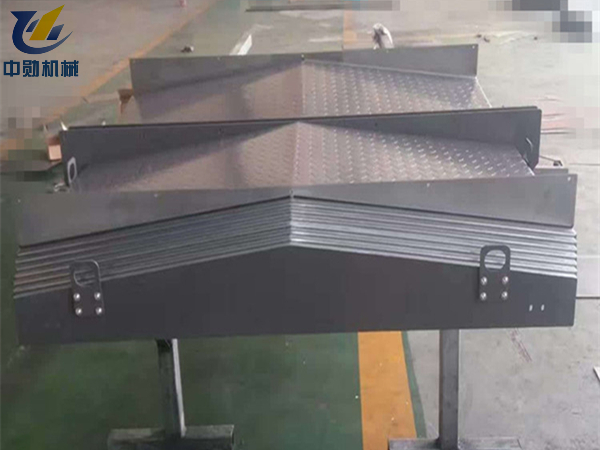
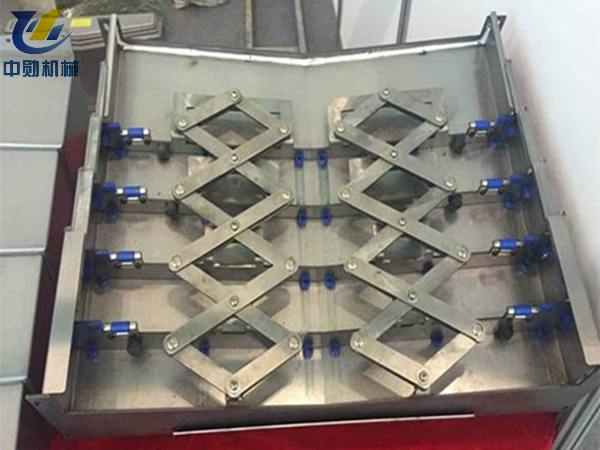
機床防護機床改造后整個防護分局部防護、半防護和全防護三種。局部防護只對絲杠副、電機、走線等采取防護措施。半防護是在局部防護的基礎上增加切削的保護,即增加擋屑裝置。全防護即在局部防護的基礎上對整個機床加以封閉,此種防護最難處理,考慮的因素也很多如安裝位、防水、美觀等。實際操作起來以前兩種最多,也最易操作。數控車床防護罩主要防止切屑飛出、冷卻液的飛出及其它尖銳東西的進入起著有效的防護作用,可保護絲杠、軸、光杠等類零件不受灰塵污染。設計它的防護罩時除了選擇合適材料,還應考慮正確的安裝位置、高運行速度等方面不斷提高的要求.設計出的結構具有較好的強度和剛度。根據CA6140普通車床的結構尺寸,進行CJK6140一A數控車床防護罩結構設計。
主要對車床相關附件的改造設計進行了詳細的講解,其中主要講解了光柵編碼器的選型,選定HEDSS公司生產的光柵編碼器,型號記為:HKY2508一WOOIGSl2BZ3—5E。電動刀架選型及設計,電動刀架選用了廣州數控機床廠生產的LD4-6132型電動刀架,同時還對機床潤滑部分,電控柜重新設計,對數控裝置系統箱、機床防護罩等進行設計。同時也對機床導軌部分進行了相關改造。
在對相關部件設計完后,還對其進行了安裝實施。數控系統中程序指令應用在安裝調試完后,針對改造后的車床系統,我們對其進行了宏程序指令的應用,以檢驗改造后車床的數控系統的程序指令的完整性,和對較為復雜的零件加工的精度要求做了實測。
隨著汽車工業的發展,對高性能鋁合金輪轂的需求量大幅度增加,使得對該類鋁合金輪轂的生產加工提出了更高的要求。車削加工是鋁合金輪轂的一種主要生產工藝,要求高效率、高精度。
目前,在機床工具工業中,車削加工鋁合金輪轂主要使用全防護式斜床身數控車床,濕式加工。由于鋁合金輪轂的車削加工有以下特點:
(1)汽車輪轂加工是專業化大批量生產;、
(2)粗車、精車車削量大,鋁屑量大;
(3)鋁為輕金屬,與微乳化的切削液混雜在一起的鋁屑比較粘,極容易粘或堆積在機床內防護上,因此,與數控車床車削重金屬材質如鐵等不同,車鋁或鋁合金等工件材質的數控機床排屑不是很流暢。在通常的數控車床上車削鋁合金輪轂時,需要操作者暫停機床,手工清理一下鋁屑,從而降低了加工效率。數控車床沖屑系統根據全防護式斜床身車床的內防護和機床自動排屑的結構特點,設置適當的冷卻液管路,利用一定量的切削液及其適當的沖刷力,自動便捷地將大量的鋁屑沖至機床下部的排屑槽中,再由機床的自動排屑器排出機床外部。這種沖屑系統降低了人力成本,提高了機床的加工效率,機床自動化程度更高。

相關評論 共0條